






Devandret bearbejdningscenterer velegnet til bearbejdning af dele med komplekse former, mange forarbejdningsindhold, høje krav, flere typer almindelige værktøjsmaskiner og talrige procesudstyr, og flere fastspændinger og justeringer for at fuldføre behandlingen.

De vigtigste behandlingselementer er som følger:
Dele med både plane overflader og huller
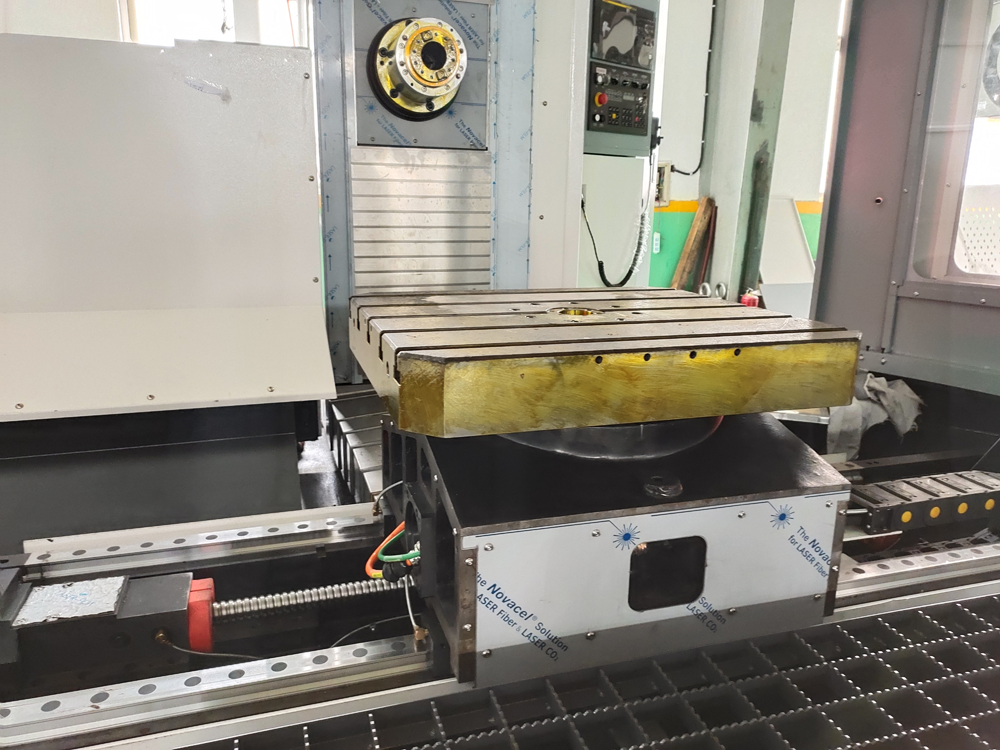
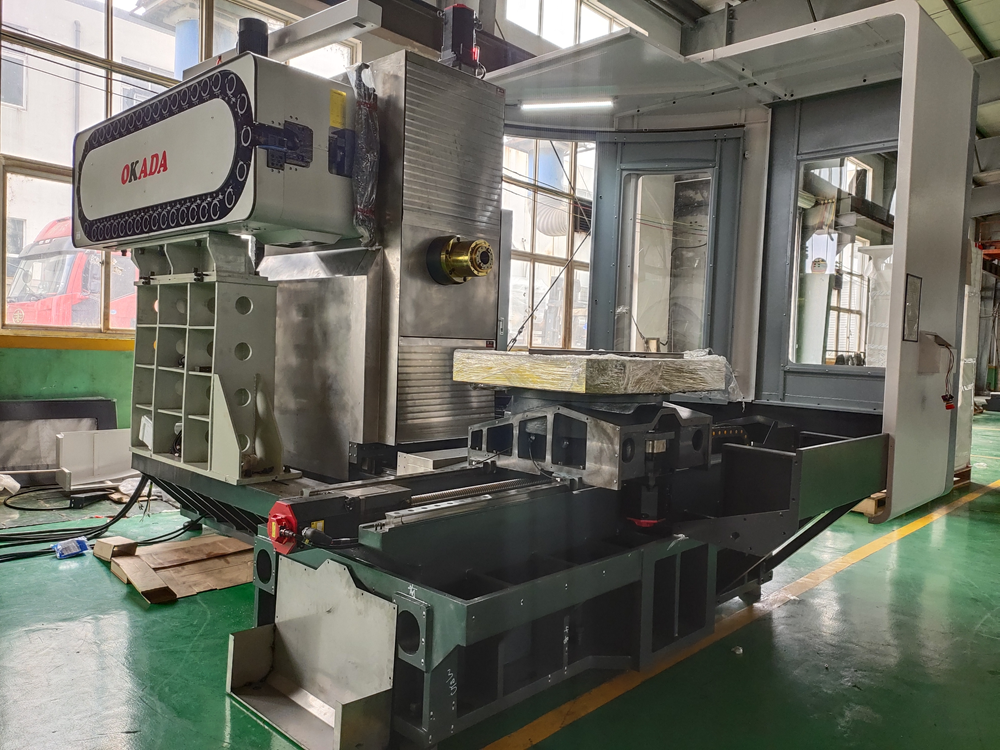
Det vandrette dobbeltbordbearbejdningscenterhar en automatisk værktøjsskifter. I en installation kan den fuldføre fræsningen af delens overflade, boring, boring, oprømning,fræsning og anboringaf hulsystemet. De forarbejdede dele kan være på ét plan eller på forskellige planer. Derfor er delene med både plan- og hulsystem bearbejdningsobjekterne i bearbejdningscentret, og de almindelige er kasse-type dele og plade-, muffe- og plade-type dele.
1. Kassedele. Der er mange boks-type dele. Generelt kræves multi-station hulsystem og planbehandling. Nøjagtighedskravene er høje, især formnøjagtigheden og positionsnøjagtigheden er strenge. Normalt kræves fræsning, boring, ekspansion, boring, oprømning, forsænkning og anboring. Venter på arbejdstrinene, er der mange værktøjer, der kræves, det er svært at behandle på almindelige værktøjsmaskiner, antallet af værktøjssæt er stort, og nøjagtigheden er ikke let at garantere. Den sidste installation af bearbejdningscentret kan fuldføre 60%-95% af procesindholdet i den almindelige værktøjsmaskine. Nøjagtigheden af delene er god, kvaliteten er stabil, og produktionscyklussen er kort.
2. Skiver, muffer og pladedele. Der er planer, buede overflader og huller på endefladerne af sådanne dele, og nogle huller er ofte fordelt i radial retning. Lodret bearbejdningscenter skal vælges for skive-, muffe- og pladedele, hvis bearbejdningsdele er koncentreret på en enkelt endeflade, og vandret bearbejdningscenter skal vælges for dele, hvis bearbejdningsdele ikke er på overfladen i samme retning.
3. Specialformede dele henviser til dele med uregelmæssige former, såsom beslag og skiftegafler. De fleste af dem er blandet behandling af punkter, linjer og overflader. På grund af den uregelmæssige form kan almindelige værktøjsmaskiner kun anvende princippet om processpredning til forarbejdning, hvilket kræver mere værktøj og længere cyklus. Ved at udnytte egenskaberne ved multistations-punkt-, linje- og overfladeblandet bearbejdning af bearbejdningscentret kan de fleste eller endda alle procedurerne fuldføres.


Indlægstid: 13. december 2021