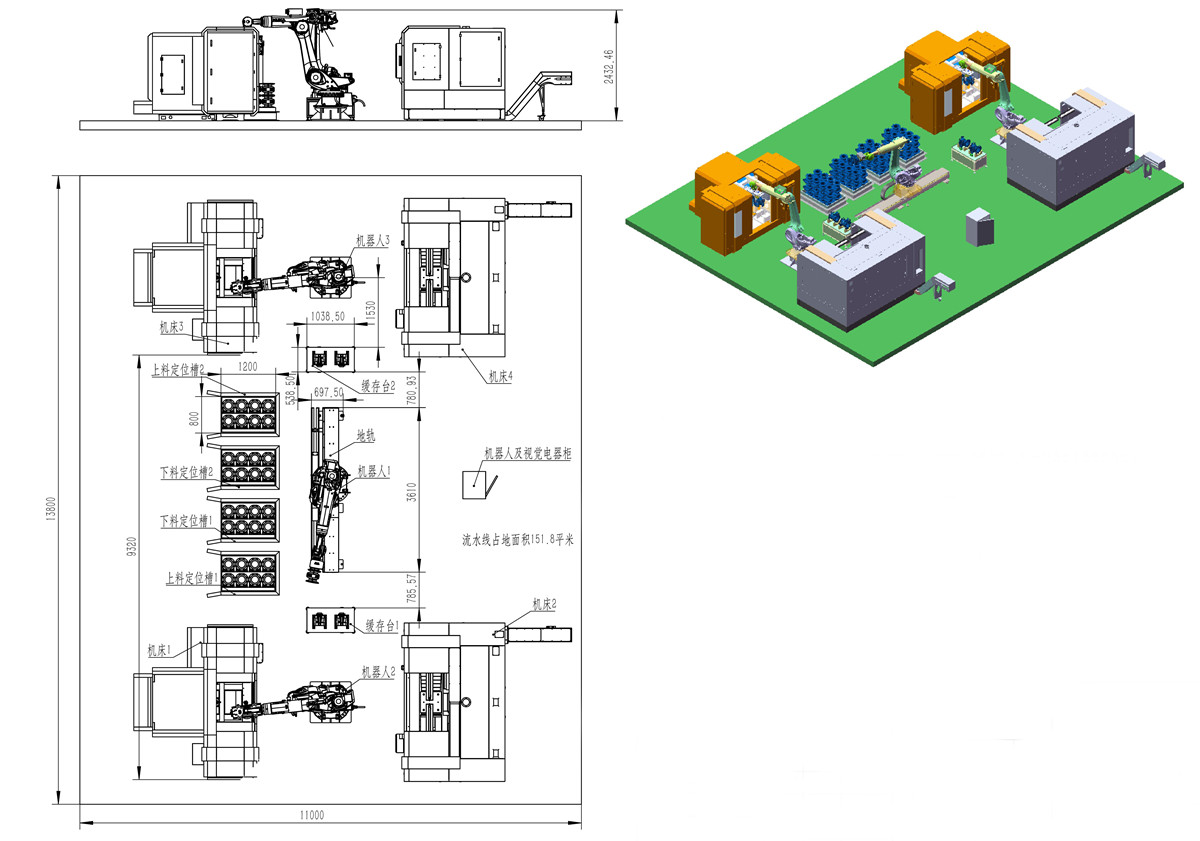
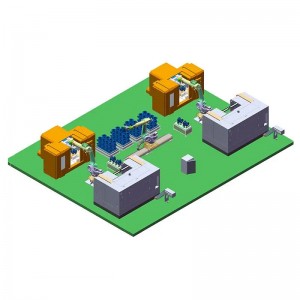
Soft Gate Valve produktionslinje
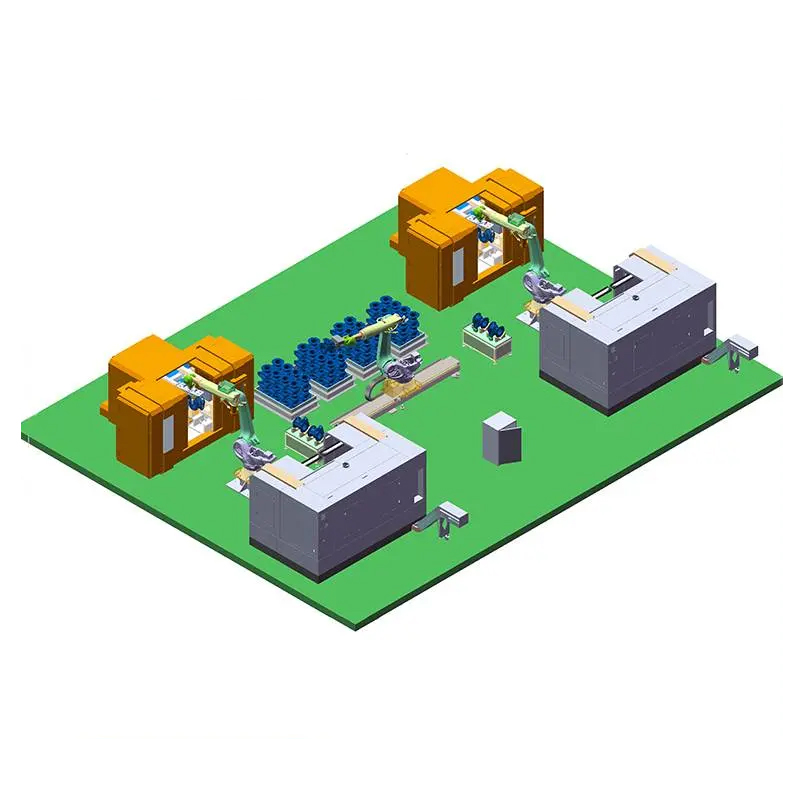
1. Operatøren placerer pallen fuld af ventillegemer i læssepositioneringsslidsen 1 og læssepositioneringsspalten 2 til positionering, og placerer den tomme bakke i læssepositioneringsspalten 1 og aflæsningspositioneringsspalten 2 til positionering.
2. Kameraet på robotten 1 scanner emnet på pallen i fremføringspositioneringsåbningen 1 for at placere emnet nøjagtigt, og emnet 1 fastspændes og placeres i positioneringsfiksturen på bufferbordet 1.
Samtidig griber den fat i det behandlede emne 3 (robotten 2 har netop grebet det fra værktøjsmaskinen 2), bevæger sig til aflæsningspositioneringsåbningen 1 og placerer det pænt i pallen efter behov.
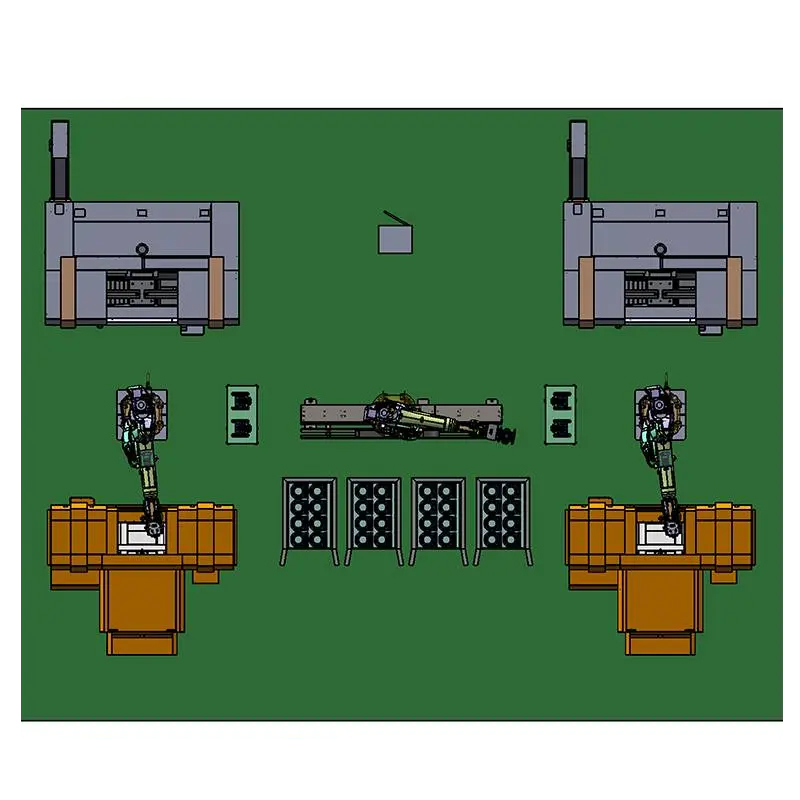
Kameraet på robotten 1 scanner emnet på pallen i fremføringspositioneringsspalten 2 for at placere emnet nøjagtigt, og emnet 4 fastspændes og placeres i positioneringsfiksturen på bufferbordet 2.
Samtidig griber den det bearbejdede emne 6 (robotten 3 har netop grebet det fra værktøjsmaskinen 4), bevæger sig til aflæsningspositioneringsspalten 2 og placerer det pænt i pallen efter behov.
3. Robotten 2 spænder emnet 1 fra bufferbordet 1 og kører til værktøjsmaskinen 1, griber det færdige emne 2 og spænder emnet 1, kører til værktøjsmaskinen 2, griber det færdige emne 3 og spænder emnet 2 , og løber til bufferbordet 1. Placer emnet 3. Robot 2 fuldfører cyklussen.
4. Robotten 3 griber emnet 4 fra bufferbordet 2 og løber til værktøjsmaskinen 3, griber det færdige emne 5 og spænder emnet 4, kører til værktøjsmaskinen 4, griber det færdige emne 6 og spænder emnet 5 , og løber til bufferbordet 2. Placer emnet 6. Robot 3 fuldfører cyklussen.