






Fire stations akselflangeboremaskine

Maskinegenskaber
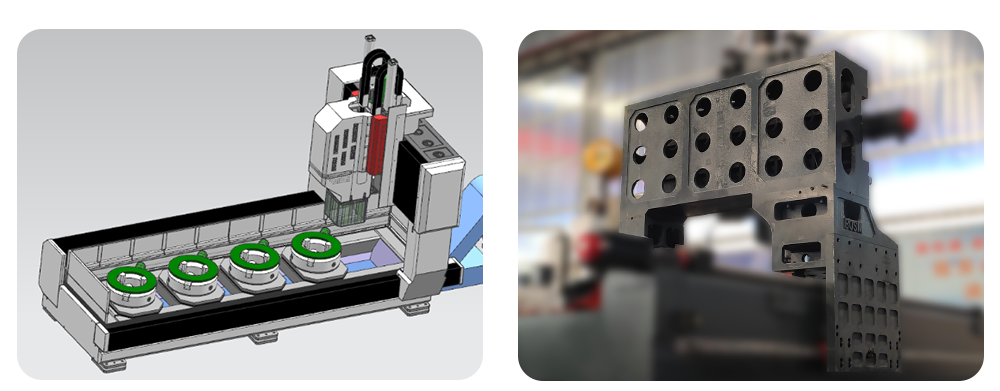
CNC-bore- og fræsemaskineserien med fire stationer bruges hovedsageligt til cirkulær flangebearbejdning og kan også bruges til effektiv boring/fræsning af emner med tykkelser inden for det effektive område såsom halvaksler, flade plader, flanger, skiver og ringe / Anboring / oprømning / gravering og andre processer. Gennemgående huller og blinde huller kan bores på simple materialedele og kompositmaterialer. Værktøjsmaskinen er digitalt styret for nem betjening. Kan opnå automatisering, høj præcision, flere varianter, masseproduktion.
Maskinens struktur
Denne maskine har hovedsageligt arbejdsbord, fire sæt hydrauliske selvcentrerende patroner med fire kæber, et mobilt portal, en mobil glidesadel, et bore- og fræsehoved, en automatisk smøreanordning og en beskyttelsesanordning, en cirkulerende køleanordning, en digitalt styresystem og et elektrisk system. osv sammensætning. Understøttelsen og styringen af rullelinjeføringen og præcisions blyskruedrevet har værktøjsmaskinen høj positioneringsnøjagtighed og gentagen positioneringsnøjagtighed.
1. Sengebord:
Sengen er lavet af stålkonstruktionsdele. Det afsluttes med sekundær tempereringsbehandling. Den har god dynamisk og statisk stivhed og deformeres ikke. Arbejdsbordet bruger fire sæt 500 mm fire-kæber selvcentrerende hydrauliske patroner til hurtig fastspænding af emner. To lineære rullestyrpar med ultrahøj kapacitet er installeret på begge sider af sengen. Efter positionering er de to sæt importerede højintensitetslåse. Den kraftige skinneklemme er fast placeret og låst på skinnen. Klemmen passer perfekt uden at beskadige skinneskyderen. Klemmens åbnings- og lukketid er kun 0,06 sekunder, hvilket forkorter behandlingstiden kraftigt. Drivsystemet bruger en bus absolut servomotor og præcision Kugleskruen driver portalen til at bevæge sig i Y-aksens retning. Justerbare bolte er fordelt i bunden af sengen, som nemt kan justere niveauet på sengebordet.
2.Mobilportal:
Det mobile portal er støbt med gråt jern 250. Højden på den tunge bjælke er 800 mm for at øge dens styrke. To rullende lineære styrepar med superhøj kapacitet er installeret på forsiden af portalen. Den blå skyder bruger et præcisionskugleskruepar og en servomotor til at flytte strømhovedskyderen i Y-aksens retning. Et borehoved er installeret på strømhovedslæden. Bevægelsen af portalen realiseres ved, at servomotoren driver kugleskruens moder til at rotere på kugleskruen gennem en præcisionskobling.
3.Mobil glidesadel:
Den mobile glidesaddel er en præcisionsstøbejernskonstruktionskomponent. Skydesadlen udvides og øges for at øge centerafstanden på styreskinnen. To sæt rullende lineære styreskinnepar med ultrahøj kapacitet og præcisionskugleskruepar er forbundet til højpræcisionsarmen. Bremseservomotoren driver borekrafthovedet til at bevæge sig i Z-aksens retning, hvilket kan realisere hurtigt fremad, industriel fremrykning, hurtig tilbagespoling og stop af krafthovedet. Med automatisk spånbrydning, spånfjernelse, pausefunktioner.

4.Borekrafthoved:
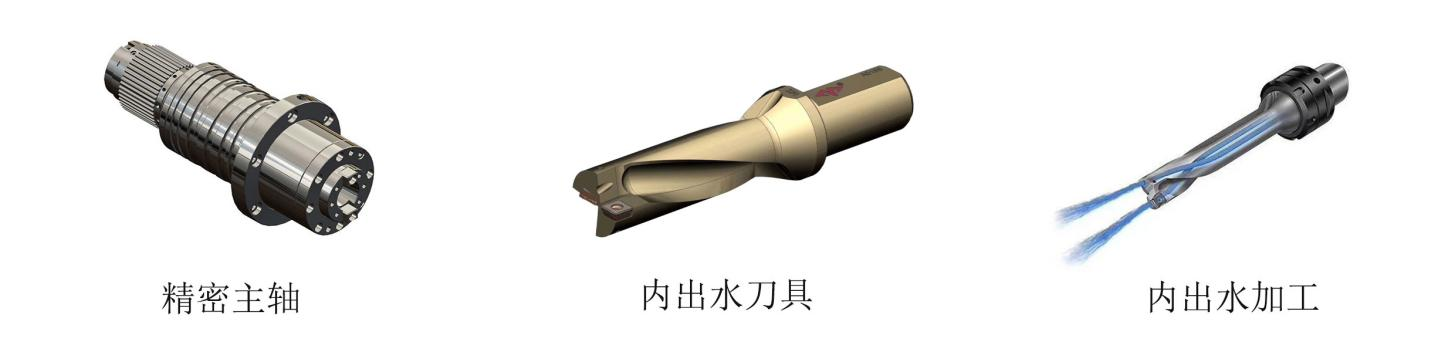
Borekrafthovedet bruger en dedikeret servo-spindelmotor. Den mekaniske præcisionsspindel drives af decelerationen af den tandede synkronrem for at øge drejningsmomentet. Spindlen bruger forreste tre-, to- og femrækkede japanske vinkelkontaktlejer for at opnå trinløs hastighedsændring. Hurtig og nem udskiftning, foderet drives af servomotor og kugleskrue. X- og Y-akserne kan sammenkædes, og semi-closed loop-styring kan bruges til at opnå lineære og cirkulære interpolationsfunktioner.
5. Flad kæde automatisk spåntransportør og cirkulerende køleanordning
Denne maskine er udstyret med en flad kæde automatisk spåntransportør og en spånopsamler. Cirkulationskøleanordningen er udstyret med et papirfilter, som har en intern højtrykskølepumpe og en ekstern lavtrykskølepumpe til intern og ekstern køling af værktøjet.
5.1 Automatisk smøreanordning og beskyttelsesanordning:
Denne maskine er udstyret med Taiwans originale volumetriske partialtryk automatiske smøreanordning, som automatisk kan smøre styreskinnerne, blyskruerne og andre bevægelige par, og der er ingen dødvinkel for at sikre maskinens levetid. Værktøjsmaskinens X-akse og Y-akse er udstyret med støvtætte beskyttelsesdæksler, og vandtætte stænkskærme er installeret rundt om arbejdsbordet.
6. CNCkontrolsystem:
6.1. Med spånbrydningsfunktion kan spånbrudstid og spånbrudscyklus indstilles på menneske-maskine-grænsefladen.
6.2. Med værktøjsløftefunktionen kan værktøjsløftehøjden indstilles på menneske-maskine-grænsefladen. Ved boring til denne højde hæves boret hurtigt over emnet, hvorefter spånen knuses, og derefter hurtigt frem til borefladen og automatisk omdannet til arbejdet.
6.3. Den centraliserede kontrolboks og den håndholdte enhed anvender et numerisk kontrolsystem og er udstyret med et USB-interface og et LCD-display. For at lette programmering, lagring, visning og kommunikation har betjeningsgrænsefladen funktioner som menneske-maskine-dialog, fejlkompensation og automatisk alarm.
6.4. Udstyret har funktionen til at forhåndsvise og kontrollere hulpositionen før behandling, og betjeningen er meget praktisk.

7. Skinneklemme:
Klemmen er sammensat af hoveddelen af klemmen, aktuatorer osv. Det er en højtydende funktionel komponent, der bruges i forbindelse med det rullende lineære styrepar. Gennem princippet om kileblokkraftudvidelse genererer den en stærk klemkraft; den har et fast portal, præcis positionering, anti-vibration og funktion til at forbedre stivheden.
Har følgende egenskaber:
Ø 1)Sikker og pålidelig, stærk spændekraft, der spænder den ikke-bevægelige XY-akse under boring og anboring.
Ø 2)Den ekstremt høje spændekraft øger stivheden af den aksiale fremføring og forhindrer gnidninger forårsaget af vibrationer.
Ø 3) Hurtig respons, åbnings- og lukningsresponstiden er kun 0,06 sekunder, hvilket kan beskytte værktøjsmaskinen og øge levetiden for blyskruen.
Ø 4) Holdbar, forniklet overflade, god anti-rust ydeevne.
Ø 5) Nyt design for at undgå stiv stød ved tilspænding.

Specification
| Model | BOSM-DS500 | Enhed | |
| Maksimal emnestørrelse | Udvendig diameter | 50-500 | mm |
| Maksimal emnehøjde | 300 | Kg | |
| Halv aksel emnets diameter | ≤200 | mm | |
| Skaftlængde | 700 mm kan øges i henhold til fundamentet | mm | |
| Emnets tykkelse | ≤5 gange borets diameter | mm | |
| Lodret cylindertype borekrafthoved | ANTAL | 1 | Stk |
| Spindel tilspidsning | BT40 | ||
| Bore diameter | Φ2-Φ36 | mm | |
| Tapperækkevidde | M6-M24 | ||
| Spindelhastighed | 30~3000 | r/mm | |
| Servo spindel motoreffekt | 15 | Kw | |
| Afstand fra spindelbund til arbejdsbord | 150-550 mm±20 | mm | |
| Sidebevægelse af krafthovedet (X-aksen) | MAKS. rejse | 2600 | mm |
| X-aksehastighed | 0~8 | m/min | |
| X-akse servomotoreffekt | 2.4 | Kw | |
| Længdebevægelse af bevægelig stråle (Y-akse) | MAKS. rejse | 500 | mm |
| Y-aksehastighed | 0~8 | m/min | |
| Y-akse servomotoreffekt | 2.4 | Kw | |
| Lodret svellefremføringsbevægelse (Z-akse) | MAKS. rejse | 400 | mm |
| Z-aksens hastighed | 0~4 | m/min | |
| Z-akse servomotoreffekt | 1×2,4 bremse | Kw | |
| Positioneringsnøjagtighed | 500x500 | ±0,03 | mm |
| Indekseringsnøjagtighed | 360° | ±0,001° | |
| Maskinens størrelse | Længde x bredde x højde | 3600×1650×2300 | mm |
| Maskinens vægt | 8.5 | T | |
Kvalitetsinspektion
Hver maskine er kalibreret med et laserinterferometer fra det britiske RENISHAW-firma, som nøjagtigt inspicerer og kompenserer for pitchfejl, tilbageslag, positioneringsnøjagtighed og gentagen positioneringsnøjagtighed for at sikre maskinens dynamiske, statiske stabilitet og behandlingsnøjagtighed. . Kuglestangstest Hver maskine bruger en kuglestangstester fra det britiske RENISHAW-firma til at korrigere den sande cirkelnøjagtighed og ma
chine geometrisk nøjagtighed, og udfør cirkulære skæreeksperimenter på samme tid for at sikre maskinens 3D-bearbejdningsnøjagtighed og cirkelnøjagtighed.

Brugsmiljø for værktøjsmaskiner
1.1 Udstyrs miljøkrav
Opretholdelse af et konstant niveau af omgivelsestemperatur er en væsentlig faktor for præcisionsbearbejdning.
(1) Den tilgængelige omgivende temperatur er -10 ℃ ~ 35 ℃. Når den omgivende temperatur er 20 ℃, skal luftfugtigheden være 40 ~ 75 %.
(2) For at holde værktøjsmaskinens statiske nøjagtighed inden for det specificerede område, skal den optimale omgivelsestemperatur være 15 °C til 25 °C med en temperaturforskel
Den bør ikke overstige ± 2 ℃ / 24 timer.
1.2 Strømforsyningsspænding: 3-faset, 380V, spændingsudsving inden for ± 10%, strømforsyningsfrekvens: 50HZ.
1.3 Hvis spændingen i brugsområdet er ustabil, bør værktøjsmaskinen være udstyret med en reguleret strømforsyning for at sikre normal drift af værktøjsmaskinen.
1.4. Værktøjsmaskinen skal have pålidelig jording: jordledningen er kobbertråd, ledningsdiameteren bør ikke være mindre end 10 mm², og jordingsmodstanden er mindre end 4 ohm.
1.5 For at sikre udstyrets normale arbejdsydelse, hvis den komprimerede luft fra luftkilden ikke opfylder kravene til luftkilden, bør der tilføjes et sæt luftkilderenseanordninger (affugtning, affedtning, filtrering) før maskinens luftindtag.
1.6. Udstyret bør holdes væk fra direkte sollys, vibrationer og varmekilder og væk fra højfrekvensgeneratorer, elektriske svejsemaskiner osv., for at undgå maskinproduktionsfejl eller tab af maskinens nøjagtighed.
Før og efter service
1) Før service
Gennem undersøgelse af anmodningen og nødvendige oplysninger fra kunderne og derefter feedback til vores ingeniører, er Bossmans tekniske team ansvarlig for den tekniske kommunikation med kunderne og formuleringen af løsninger, og hjælper kunden med at vælge den passende bearbejdningsløsning og passende maskiner.
2) Efter service
A. Maskinen med et års garanti og betalt for livslang vedligeholdelse.
B. I løbet af den etårige garantiperiode, efter at maskinen ankom i destinationshavnen, vil BOSSMAN levere gratis og rettidig vedligeholdelsesservice for forskellige ikke-menneskeskabte fejl på maskinen og rettidigt udskifte alle former for ikke-menneskeskabte skadesdele gratis gratis. Fejl, der opstår uden for garantiperioden, skal repareres mod passende gebyrer.
C.Teknisk support i 24 timer online, TM, Skype, E-mail, løsning af de relative spørgsmål i tide. hvis det ikke kan løses, vil BOSSMAN straks sørge for, at eftersalgsingeniøren ankommer på stedet til reparation, køber skal betale for VISA, flybilletter og overnatning.
Kundens websted






