






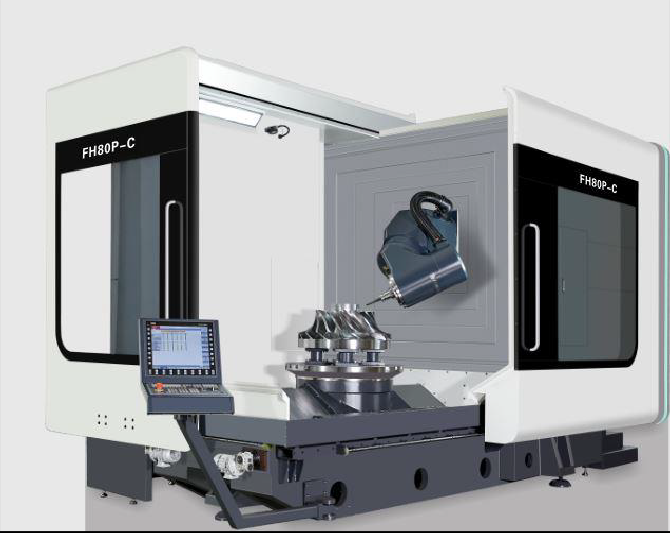
5 akser samtidig fræsning Drejning 80P-C

Leveringsomfang
Funktionstabel for standardtilbehør (se venligst controllerfunktionen for den elektriske kontroldel)
| Ingen | Punkt | Enhed | Antal |
| 1. | FH mainframe støbninger | tårn | 1 |
| 2. | Siemens840DSL kontrolsystem | sæt | 1 |
| 3. | Skærm: 19LCD | sæt | 1 |
| 4. | FH femakset multifunktionssvinghoved (B-akse) | sæt | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Kun | 1 |
| 6. | X/Y/Z-akse hulkølede kugleskruer | stykke | 3 |
| 7. | Fræser/drej direkte drejebord (C-akse) | sæt | 1 |
| 8. | B-akse RCN8380 29 bit absolut encoder | Kun | 1 |
| 9. | C-akse RCN2580 28 bit absolut encoder | Kun | 1 |
| 10. | BOSCH REXROTH Rulle lineære slæder | sæt | 7 |
| 11. | Elektrisk boks temperaturkontrolenhed | sæt | 1 |
| 12. | Spindel vandkølesystem | sæt | 1 |
| 13. | Maskinværktøjsring vandspray | sæt | 1 |
| 14. | Fem-akset hoved halvmåne vandspray, halvmåne blæser | sæt | 1 |
| 15. | For- og sidedørs sikkerhedslåsesystem | sæt | 1 |
| 16. | Vandtæt arbejdsspandsbelysning | Kun | 2 |
| 17. | hydraulisk station | sæt | 1 |
| 18. | Central centraliseret fodersmøring | sæt | 1 |
| 19. | Driftsside rensevandspistol og luftpistol | sæt | 1 |
| 20. | Skærevæskesystem | sæt | 1 |
| 21. | Fuldt lukket beskyttende metalplade | sæt | 1 |
| 22. | Betjeningsboks | sæt | 1 |
| 23. | Elskabskøleenhed | sæt | 1 |
| 24. | Siemens elektronisk håndhjul | Kun | 1 |
| 25. | Fodbetjent udløserkontakt til spindelkniven | Kun | 1 |
| 26. | Værktøjsmaskine tre-farvet lys | sæt | 1 |
| 27. | 40 HSK-A63 værktøjsmagasiner og servoautomatisk værktøjsskiftesystem | sæt | 1 |
| 28. | X/Y/Z tre-akset absolut værdi gitterskala | sæt | 3 |
| 29. | Spiralspånrulle og bagspåntransportørspånvogn | sæt | 1 |
| 30. | Renishaw RMP60 infrarød sondeenhed | sæt | 1 |
| 31. | Renishaw TS27R værktøjsopstillerenhed | sæt | 1 |
| 32. | Fundamentniveaupuder og fundamentbolte | sæt | 1 |
| 33. | teknisk manual | sæt | 1 |
Parameter
| Model | Enhed | FH80P-C |
| Rejse | ||
| X-aksevandring | mm | 800 |
| Y-aksevandring | mm | 1050 |
| Z-aksevandring | mm | 800 |
| Afstand fra spindelnæse til arbejdsbords overflade | mm | 162-962 |
| Vandret fræsehoved | mm | 39-839 |
| Fremføring/hurtig bevægelseshastighed | m/min | 40 |
| Fødekraft | KN | 10 |
| Roterende bord (C-akse) | ||
| Arbejdsbord størrelse | mm | Ø855 |
| Max.bordbelastning (mølle) | kg | 3000 |
| Max.bordbelastning (drejning) | kg | 1500 |
| Fræse-/drejebord (fræsning og drejning kombineret bearbejdning) | rpm | 450 |
| Minimum splitvinkel | ° | 0,001 |
| Nominelt drejningsmoment | Nm | 1140 |
| maksimalt drejningsmoment | Nm | 1980 |
| CNC-svingfræsehoved (B-akse) | ||
| Svingområde (0=lodret/180=vandret) | ° | -15-180 |
| Hurtiggang og fremføringshastighed | rpm | 50 |
| Minimum splitvinkel | ° | 0,001 |
| Nominelt drejningsmoment | Nm | 743 |
| maksimalt drejningsmoment | Nm | 1320 |
| Spindel (fræsning og drejning) | ||
| Spindelhastighed | rpm | 12000 |
| Spindelkraft | Kw | 34/42 |
| Spindelmoment | Nm | 132/185 |
| Spindel tapre |
| HSKA63 |
| Værktøjsmagasin | ||
| Værktøjsgrænseflade |
| HSKA63 |
| Værktøjsmagasinkapacitet | PCS | 40 |
| Maksimal værktøjsdiameter/længde/vægt |
| Ø85/300/8 |
| Værktøjsskiftetid (værktøj til værktøj) | S | 1.8 |
| Måleapparat | ||
| Infrarød sonde |
| Rensishaw RMP60 |
| Værktøjsdetektionsinstrument i arbejdsområdet |
| Rensishaw TS27R |
| Positionsnøjagtighed (ISO230-2 og VDI3441) | ||
| X/Y/Z positioneringsnøjagtighed | mm | 0,008 |
| X/Y/Z Gentag positioneringsnøjagtighed | mm | 0,005 |
| B/C positioneringsnøjagtighed |
| 10" |
| B/C Gentag positioneringsnøjagtighed |
| 4" |
| CNC controller | ||
| CNC system |
| Siemens 840D |
| Andre | ||
| Maskinens vægt | Kg | 20.000 |
3.1 Hovedmaskinespecifikationer | Optimal stiv strukturkonfiguration
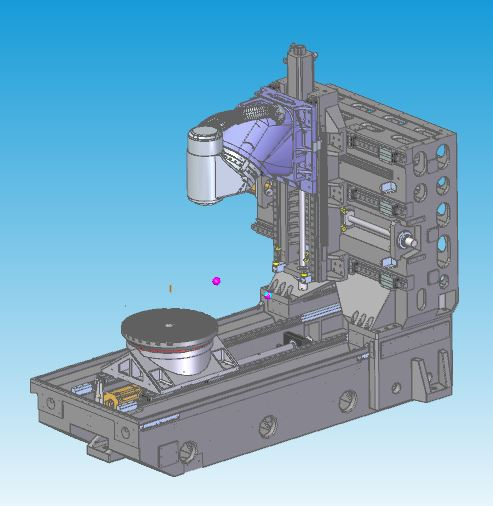
Designfunktioner | Bedste mekaniske trådstøbningsanalysedesign
◆ Fuld termosymmetrisk støbestruktur af kassetype, ved hjælp af Meehanna-kvalitet højkvalitets støbejern
◆ Tempererende og naturlig ældningsbehandling for at eliminere indre stress
◆ Strukturel naturlig frekvensvibration eliminerer materialebearbejdningsbelastning
◆ Omfattende væg og stort område høj stivhed søjle design kan effektivt forbedre stivhed og statisk og dynamisk nøjagtighed
◆Tre-akset hult køleskruetræk
3.2 Elektrisk spindel

Designfunktioner
◆I henhold til egenskaberne ved deres egne maskiner, uafhængig forskning og udvikling og produktion.
◆Det koniske hul i HSK-A63 er brugt i FH80P-C-modellen.
◆ Vedtag eksternt kølesystem til cirkulerende køling, som effektivt kan sikre anvendelsen af elektrisk spindel.
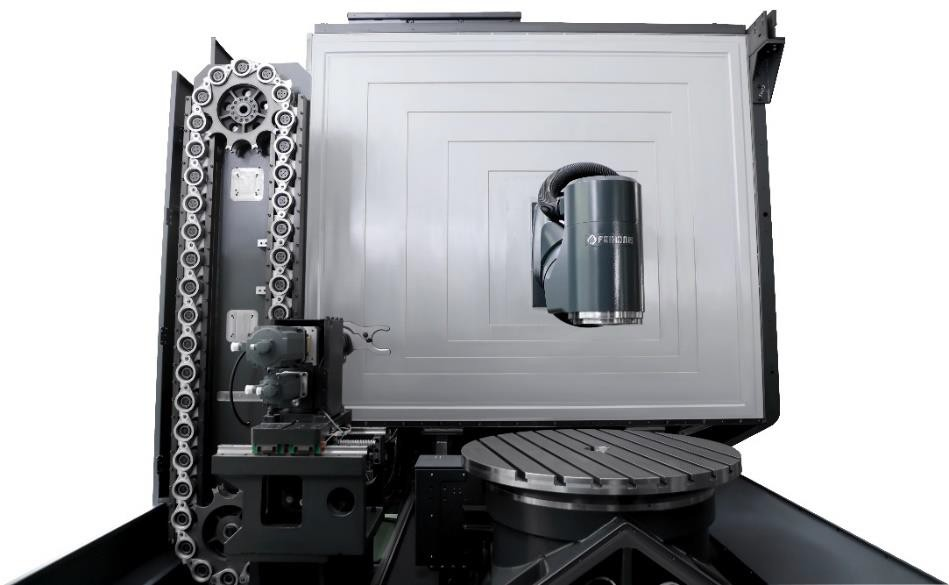
3.3 CNC-svingfræsehoved (B-akse)

Designfunktioner
◆Uafhængigt design og produktion.
◆ Indbygget DD-motor nul transmissionskæde uden slør design.
◆Høje accelerationsegenskaber.
◆Det korteste spænd mellem spindlens værktøjsnæsepunkt og det strukturelle støttepunkt opnår den maksimale stivhed ved skæring.
◆Større YRT-leje forbedrer stivheden.
◆ Udstyret med HEIDENHAIN RCN8380 serie absolut roterende encoder målesystem, fuld lukket sløjfe kontrol, for at sikre den bedste nøjagtighed.
◆B-akse kølesystem design reducerer varmeoverførsel.
3.4 Roterende bord (C-akse bord)

Designfunktioner
◆Uafhængigt design og produktion.
◆ Indbygget DD-motor nul transmissionskæde uden slør design.
◆Høj accelerations- og decelerationsresponsegenskaber.
◆Større YRT-leje øger stivheden.
◆ Stort nominelt drivmoment, positionering og bearbejdning med bordpositionerings- og spændeanordning
◆ Opfyld fræsningens behov, reducer håndteringen af emner og forbedre produktets nøjagtighed.
◆Udstyret med HEIDENHAIN højpræcisions roterende encoder målesystem, fuld lukket sløjfe kontrol for at sikre den bedste nøjagtighed.
◆ Kølesystemdesign for at reducere varmeoverførsel.
3.5 Kontrolsystem

Designfunktioner
◆Uafhængigt design og produktion.
◆ Indbygget DD-motor nul transmissionskæde uden slør design.
◆Høj accelerations- og decelerationsresponsegenskaber.
◆Større YRT-leje øger stivheden.
◆ Stort nominelt drivmoment, positionering og bearbejdning med bordpositionerings- og spændeanordning
◆ Opfyld fræsningens behov, reducer håndteringen af emner og forbedre produktets nøjagtighed.
◆Udstyret med HEIDENHAIN højpræcisions roterende encoder målesystem, fuld lukket sløjfe kontrol for at sikre den bedste nøjagtighed.
◆ Kølesystemdesign for at reducere varmeoverførsel.
3.5 Kontrolsystem
Designfunktioner
◆ Uafhængigt design og produktion.
◆Værktøjsvalg og værktøjsskift bruger servomotor til at styre terminalhandlingen, som er mere stabil og nøjagtig.
◆Kombineret med værktøjsstyringsfunktionen i Siemens840DSL, mere effektiv værktøjsstyring.
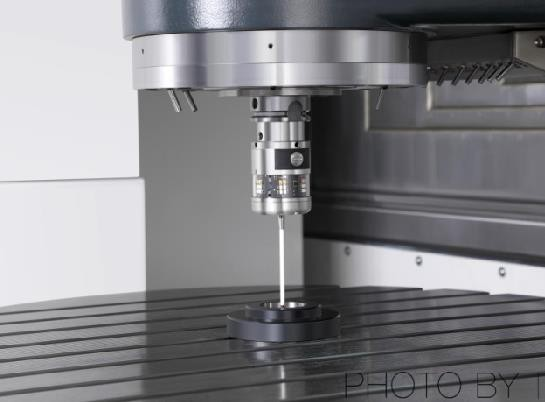
3.7 Løftbar værktøjsopstiller
Designfunktioner
◆ Udstyret med Ransishaw TS27R værktøjssætter med højere præcision.
◆Automatisk værktøjsindstilling på maskinen, automatisk opdatering af værktøjskompensation.
◆Værktøjsindstillingsanordningen kan hæves og sænkes for at spare plads på bearbejdningsfladen.
◆Fuldt forseglet metalpladedesign for at beskytte værktøjssættet mod beskadigelse af vand og jernspåner under forarbejdning.
3.8 Infrarød sonde
Designfunktioner
◆ Udstyret med Ransishaw RMP60 trigger optisk sonde.
◆Tilpasning af emnet på maskinen og størrelsesinspektion kan reducere manuelle inspektionsfejl og forbedre produktnøjagtigheden og forarbejdningseffektiviteten.
◆ 90 % besparelse i assistancetid om bord.
3.9 Sikkerhedsbeskyttelsesplade
3.10 Udseende
Dækdesignet på FH-seriens femaksede bearbejdningscenter overholder de strenge CE-sikkerhedsstandarder. Den fuldt tætte metalplade forhindrer operatøren i at komme ind i arbejdsområdet ved en fejl under forarbejdningen, og forhindrer samtidig brugen af højtryksskærevæske eller spåner fra maskinen, bortset fra advarselsnavneskiltet. , Betjeningsdøren er også udstyret med en sikkerhedsafbryder for at forhindre ulykker under drift eller vedligeholdelse. Og har et stort peep-vindue, som er praktisk for operatøren at forstå betjeningen og behandlingen af maskinen.
3.11 Rengøring
Brug teleskopdækslet og den beskyttende metalplade til at beskytte de spåner, der dannes under drift, undgå at skære sprøjt og forårsage skade på andre mekanismer





